軸承常見缺陷的磁粉探傷和失效分析
2018-09-28
軸承零件在制造過程中��,要經(jīng)過鍛造�、碾擴(kuò)�����、沖孔����、車削���、磨削��、熱處理等多道工序����,可能出現(xiàn)各種缺陷�。常見缺陷如下:
1、鍛造缺陷
鍛造折疊
由于切料不齊��、毛刺�、飛邊等原因,容易在表面形成折疊�����,其特點(diǎn)是折疊較粗大�,形狀不規(guī)則,易出現(xiàn)在零件表面�����。
Z好采用熒光磁粉進(jìn)行探傷,使缺陷顯示更為清晰��、直觀����。鍛造折疊的磁痕一般與表面成一定角度的線狀、溝狀及魚鱗片狀��,如圖1所示��。
將缺陷截面制成金相試樣在顯微鏡下觀察��,缺陷尾部圓鈍�����,兩側(cè)光滑�����,有明顯氧化現(xiàn)象��,如圖2所示����,缺陷內(nèi)未發(fā)現(xiàn)材料夾雜物等異物分布����。冷酸腐蝕金相試樣后觀察�����,缺陷部位及其兩側(cè)有嚴(yán)重的脫碳及氧化�;觀察缺陷分層處的表面形貌��,其塑性變形痕跡較明顯�����,無撕裂狀斷口形貌��。經(jīng)過顯微硬度檢測及金相觀察��,缺陷分層處表面存在不同程度的滲碳硬化現(xiàn)象�。綜上分析,表明該缺陷應(yīng)在熱處理淬火之前就已存在����,并且與外界相通,判定缺陷為鍛造折疊�。
鍛造過燒
鍛造加熱溫度過高��,保溫時(shí)間過長產(chǎn)生過熱���,嚴(yán)重時(shí)晶界氧化甚至熔化。微觀觀察不僅表面層金屬晶界被氧化開裂呈現(xiàn)尖角����;而且,金屬內(nèi)部成分偏析較嚴(yán)重的區(qū)域�,晶界也開始熔化,嚴(yán)重時(shí)也會(huì)形成尖角狀洞穴��。過燒的材料在這種缺陷狀態(tài)下進(jìn)行鍛造加工�����,受到重錘的鍛打����、沖孔及碾擴(kuò),缺陷處會(huì)在此產(chǎn)生撕裂�����,形成更大的缺陷�����。鍛造嚴(yán)重過燒的表面形態(tài)如桔子皮,上面分布有細(xì)小的裂縫和很厚的氧化皮���。
宜采用熒光磁粉進(jìn)行探傷���,使缺陷顯示更為清晰。麻點(diǎn)孔洞為鍛造過燒缺陷所致���,如圖3所示。
沿缺陷截面制取金相試樣在顯微鏡下觀察��,可見孔洞在表面及次表面均有分布��,局部呈尖角狀����,大小不一,深不見底��,邊緣有細(xì)小裂紋分布�,部分區(qū)域已出現(xiàn)晶界氧化現(xiàn)象,孔洞形貌見圖4����。另沿缺陷孔洞處砸制斷口后觀察斷口面��,可見斷口呈石狀斷口�����,其上分布大量孔洞及微細(xì)裂紋����。
2�����、淬火裂紋
在淬火過程中��,當(dāng)淬火溫度過高或冷卻速度太快�,內(nèi)應(yīng)力大于材料的斷裂強(qiáng)度時(shí),就會(huì)出現(xiàn)淬火裂紋���。
宜采用熒光磁粉探傷來提高靈敏度和可靠性�����。淬火缺陷磁痕一般呈斜線形�、圓弧形、樹枝狀或網(wǎng)狀�,起始部位較寬,隨延伸方向逐漸變細(xì)�����,如圖5所示���。
基本沿圓周方向分布�����,尾部尖細(xì)。切取裂紋處制成金相試樣后觀察���,可見裂紋很深����,基本垂直于外表面��,其內(nèi)未發(fā)現(xiàn)材料夾雜等異物分布����。沿裂紋處砸制斷口后觀察�����,斷口為脆性斷口�����,斷口面有明顯回火色�����,如圖6所示����。
3����、磨削缺陷
在淬火過程中,當(dāng)淬火溫度過高或冷卻速度太快�,內(nèi)應(yīng)力大于材料的斷裂強(qiáng)度時(shí),就會(huì)出現(xiàn)淬火裂紋��。
宜采用熒光磁粉探傷來提高靈敏度和可靠性��。淬火缺陷磁痕一般呈斜線形、圓弧形�����、樹枝狀或網(wǎng)狀�,起始部位較寬,隨延伸方向逐漸變細(xì)��,如圖7所示���。
基本沿圓周方向分布��,尾部尖細(xì)�����。切取裂紋處制成金相試樣后觀察�,可見裂紋很深��,基本垂直于外表面����,其內(nèi)未發(fā)現(xiàn)材料夾雜等異物分布����。沿裂紋處砸制斷口后觀察����,斷口為脆性斷口����,斷口面有明顯回火色,如圖8所示���。
4����、原材料缺陷
軸承零件在磨削加工中����,由于砂輪進(jìn)給量太大、砂輪軸跳動(dòng)���、切削液供給不充分及砂輪磨粒鈍等���,均易使零件產(chǎn)生磨削裂紋。另外�,熱處理時(shí)淬火溫度過高而造成零件的組織過熱����、晶粒粗大�����,殘余奧氏體量較多���、有網(wǎng)狀和粗大顆粒�。
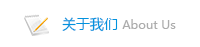
磨削缺陷的磁痕一般呈網(wǎng)狀����、輻射狀、平行線狀或龜裂狀�,磁痕細(xì)而尖,輪廓較清晰�,出現(xiàn)數(shù)量多,通常與磨削方向垂直����,如圖9所示。磁痕多集中分布在中間部位�,沿圓周方向�,呈長線狀或樹枝狀�,局部有分叉�����,磁痕收斂��。
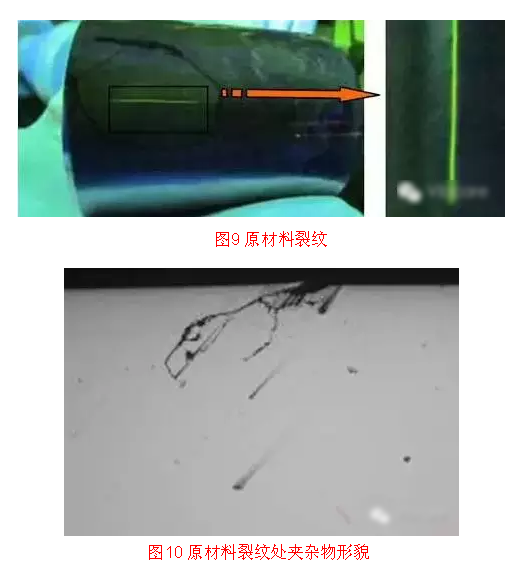
制取裂紋截面金相試樣后觀察�,裂紋較細(xì),垂直于表面�����,其內(nèi)未見材料夾雜�����、氧化皮等異物分布�����,形貌如圖10所示����。
.png) 快速鏈接:
快速鏈接:
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")




.png) 聯(lián)系我們
聯(lián)系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號(hào)
微信公眾號(hào)

.png) 手機(jī)客戶端
手機(jī)客戶端
