電機(jī)軸失效分析
2019-04-17
1.背景介紹
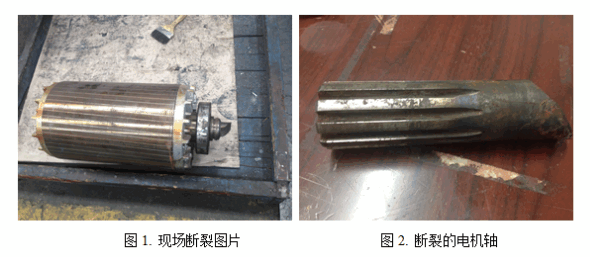
某型主電機(jī)搭載公交車上����,運(yùn)行約14萬千米后,電機(jī)軸斷裂�����。為找出斷裂原因�����,給改善產(chǎn)品質(zhì)量提供依據(jù)���,需做失效分析��?����?紤]到靠端蓋的殘余段頂部在斷后被人為敲擊(圖1)�����,而斷裂分離出的大斷件斷后未受敲擊(圖2),因此����,失效分析將大斷件列為主要分析對(duì)象,殘余斷件做參考。
2 檢查分析
2.1外觀觀查
如圖3所示���,電機(jī)軸斷口有銹跡�����,斷口右側(cè)頂部局部外翻���,是碰撞變形痕跡,斷口周邊沒有斷前塑性變形和高溫氧化色��。斷面與軸線大致呈45°角���,斷口形貌可區(qū)分為A-裂紋源區(qū)���,B-裂紋擴(kuò)展區(qū),和C-Z后快速斷裂區(qū)三個(gè)區(qū)域���。其中在B-裂紋擴(kuò)展區(qū)域有清晰可見的疲勞擴(kuò)展條帶�,疲勞源區(qū)與疲勞擴(kuò)展區(qū)面積略大于整個(gè)斷口面積的1/2����。隨著疲勞裂紋擴(kuò)展�,疲勞弧線法線方向按順時(shí)針方向發(fā)生偏轉(zhuǎn)��,為彎曲扭轉(zhuǎn)疲勞斷裂特征��。
如圖4所示���,檢查軸側(cè)面與裂紋源區(qū)對(duì)應(yīng)位置�����,在矩形框內(nèi)發(fā)現(xiàn)有凹坑����。
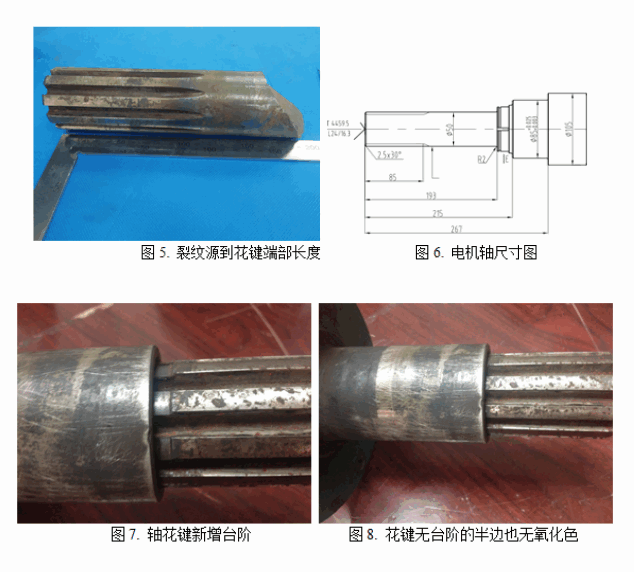
如圖5所示��,疲勞裂紋源區(qū)所在軸向長度離花鍵端面約193毫米�,剛好在電機(jī)軸幾何臺(tái)階附近(圖6)。臺(tái)階位置因幾何形狀突變�,應(yīng)力集中較大,本身是危險(xiǎn)斷裂區(qū)��。
如圖7所示����,斷軸有四條花鍵在定位套外邊緣位置出現(xiàn)臺(tái)階,并且有臺(tái)階的區(qū)域表面高溫氧化���,且臺(tái)階表面壓痕與定位套內(nèi)邊緣輪廓吻合��;而定位套邊緣沒有臺(tái)階的半周則沒有高溫氧化痕跡(如圖8)�����。
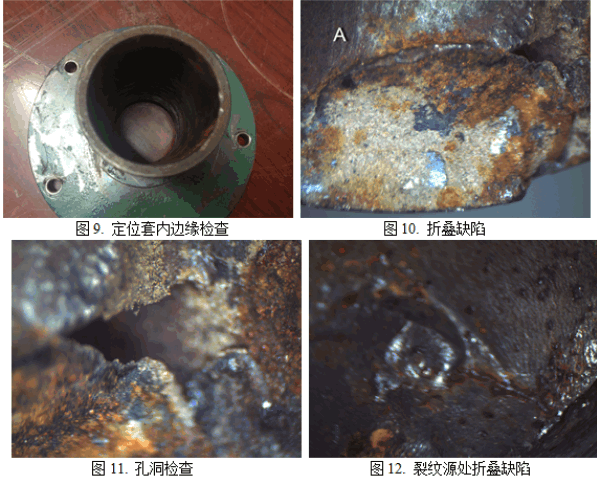
根據(jù)以上描述��,再檢查定位套內(nèi)邊緣�����,局部區(qū)域也有壓傷痕跡(圖9)��。自此確定軸花鍵上的新增臺(tái)階是被定位套內(nèi)邊緣擠壓出來的����。
2.2顯微檢查
如圖10所示���,次表面位置A所在區(qū)域發(fā)散條紋Z后收斂于圖中的折疊缺陷��,確認(rèn)折疊缺陷是疲勞裂紋源�����。對(duì)折疊缺陷右上方孔洞��,即圖4中的凹坑缺陷放大檢查(如圖11)�,發(fā)現(xiàn)孔洞兩側(cè)顏色不同,折疊表面是高溫氧化色����,沒有新斷面,孔洞兩側(cè)輪廓不匹配�����,是在出廠前就存在的缺陷�����。
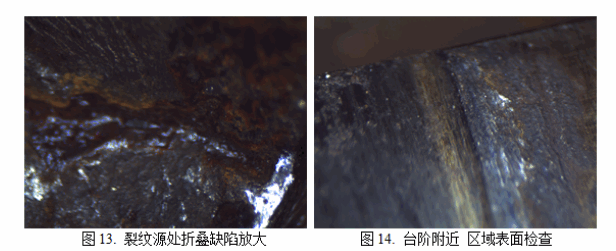
檢查靠蓋板半邊斷口形貌�,在對(duì)應(yīng)位置同樣發(fā)現(xiàn)有折疊的缺陷特征(圖12、13)�。
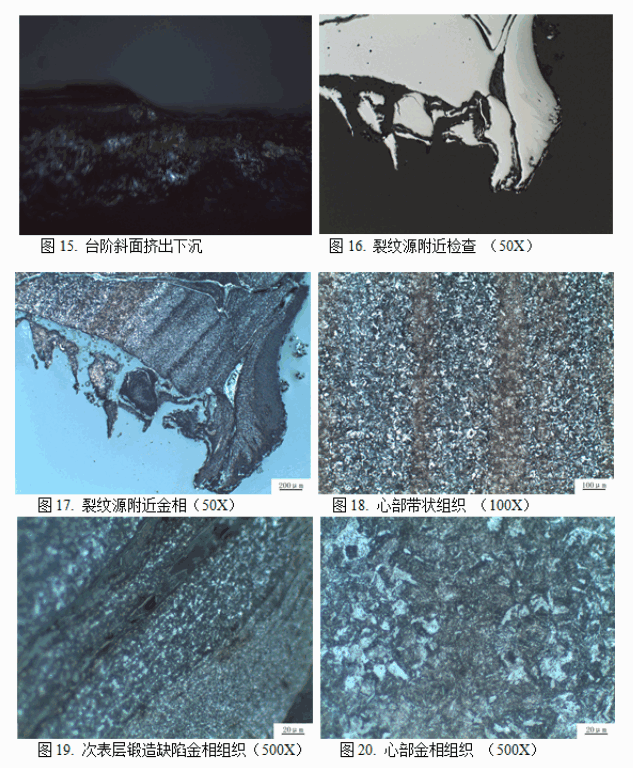
如圖14所示,鍵槽表面新增臺(tái)階兩側(cè)沒有磨痕��。檢查臺(tái)階側(cè)面(圖15)��,臺(tái)階斜面大約與花鍵軸表面呈150°夾角��。臺(tái)階右側(cè)�����,即朝向端蓋的花鍵表面下沉���,并且越靠近臺(tái)階處�,下沉越大�,在花鍵軸端部恢復(fù)原始表面高度,即表面是傾斜的�����。這與擠出特征相吻合��。
2.2硬度試驗(yàn)
對(duì)主軸切片��,檢驗(yàn)心部和表面淬火層硬度��。心部硬度HV1在314~324.5區(qū)間���;表層淬硬層HV1硬度在485.9~503之間���。硬度符合電機(jī)軸使用要求���。
2.3金相檢查
在裂紋源附近的折疊缺陷處縱向取樣,拋光后未腐蝕檢查���,在開裂處有氧化物(圖16)��。腐蝕后檢查����,次表層內(nèi)開裂處邊緣白色組織是嚴(yán)重脫碳層組織(圖17)��,據(jù)此推斷此處裂紋是鍛造裂紋��。
在100X下檢查心部金相組織(圖18)���,發(fā)現(xiàn)有明顯的帶狀組織����,按GB/T13299評(píng)定帶狀組織級(jí)別為3級(jí)�。在裂紋源附近的鍛造缺陷處檢查(圖19),發(fā)現(xiàn)早期開裂位置是在帶狀組織的界面上,裂口兩邊有金屬流線特征��。
軸心部組織主要為塊狀F+B���,由于存在帶狀組織���,導(dǎo)致熱處理組織不均勻(圖20)��。
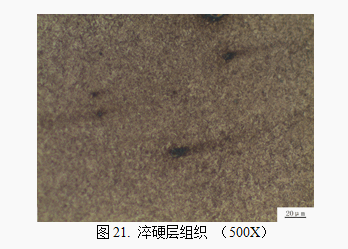
在裂紋源附近橫向取樣���,檢查淬硬層深4.5毫米��,組織為隱晶M+細(xì)小塊狀F�。
2.4EDS微區(qū)成分探測
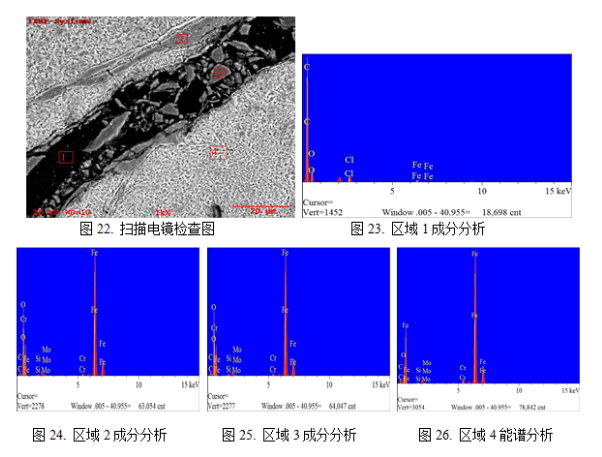
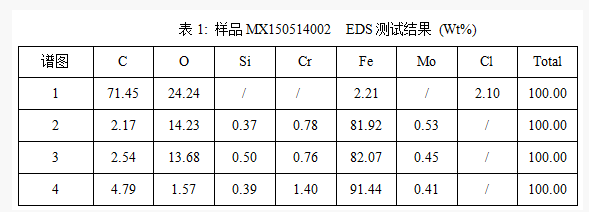
圖22是對(duì)圖19中的鍛造缺陷作掃描電鏡圖像�,標(biāo)示有1、2��、3����、4的微小區(qū)域是EDS能譜分析探測范圍。
圖23~26依次為對(duì)微區(qū)1~4的EDS能譜分析圖�����,表1為分析結(jié)果。綜合來看�����,區(qū)1主要是非金屬成分��;區(qū)2和區(qū)3成分相近���,主要是金屬氧化物成分�;區(qū)4是基體金屬成分���。
EDS分析結(jié)果證明在次表層位置出現(xiàn)的裂紋�����,內(nèi)部已經(jīng)嚴(yán)重氧化��,是鍛造不當(dāng)造成的��。
2.5化學(xué)成分分析
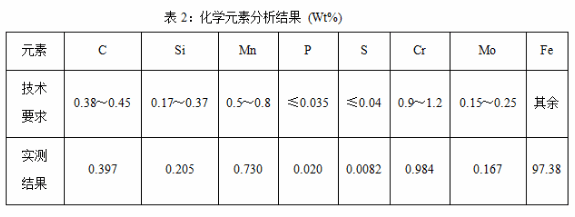
采用直讀光譜儀檢查材料化學(xué)成分���,分析結(jié)果見表2,所有元素含量都在42CrMo正常范圍內(nèi),沒有出現(xiàn)錯(cuò)料現(xiàn)象�����。
3 理論分析
3.1軸斷裂原因分析
電動(dòng)機(jī)工作過程中�,電機(jī)軸主要受扭矩力和自身重力向下的彎曲力矩作用,在軸表面應(yīng)力Z大���,疲勞裂紋傾向于在軸表面或次表面位置產(chǎn)生����。電機(jī)軸臺(tái)階位置�����,由于幾何突變�,應(yīng)力集中大�����,是危險(xiǎn)斷裂區(qū)��。當(dāng)存在折疊缺陷等鍛造缺陷時(shí)���,疲勞強(qiáng)度顯著降低���,特別是在臺(tái)階部位的折疊缺陷���,導(dǎo)致電機(jī)主軸過早產(chǎn)生疲勞裂紋。
當(dāng)主軸材料內(nèi)部有帶狀組織缺陷時(shí)��,材料成分和組織不均勻��,F(xiàn)含量少的條帶夾在塑性較好的高F條帶之間��,脆性大�����,容易開裂���。材料橫向機(jī)械性能比縱向機(jī)械性能低很多�,疲勞裂紋在彎曲力和扭力橫向作用下���,快速擴(kuò)展����,發(fā)生斷裂。
4 結(jié)論
次表面折疊缺陷降低電機(jī)主軸的表面強(qiáng)度�,電機(jī)主軸工作過程中,在彎矩力與扭矩力共同作用下���,在次表面折疊缺陷位置過早產(chǎn)生疲勞裂紋��。材料內(nèi)部的帶狀組織對(duì)疲勞裂紋產(chǎn)生和擴(kuò)展起促進(jìn)作用����。
.png) 快速鏈接:
快速鏈接:
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")

.png) 聯(lián)系我們
聯(lián)系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號(hào)
微信公眾號(hào)

.png) 手機(jī)客戶端
手機(jī)客戶端
