一種易忽視的風(fēng)機(jī)隱患的診斷及處理��,你了解嗎����?
2019-03-26
秦學(xué)恒
01 機(jī)振動問題的發(fā)現(xiàn)
浙江臺州某水泥廠水泥粉磨系統(tǒng)中磨機(jī)尾排風(fēng)機(jī)型號:XY6D-DR2400F����,水平布置,轉(zhuǎn)子兩端軸承座支撐(循環(huán)水冷卻)����,電動機(jī)功率500kW�����,10kV���,風(fēng)機(jī)轉(zhuǎn)子全速730r/min;變頻調(diào)速�����,工況轉(zhuǎn)速70%~80%�����。軸承型號:22230CA\W33�����。風(fēng)機(jī)結(jié)構(gòu)見圖1��。
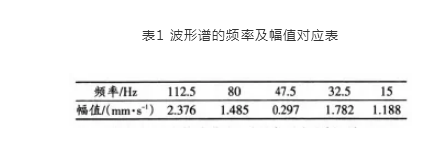
筆者在生產(chǎn)系統(tǒng)中開展設(shè)備狀態(tài)巡檢工作�����,正常一級巡檢時測量尾排風(fēng)機(jī)非負(fù)荷端軸承座振動值:垂直2.0mm/s��,水平2.5mm/s�,軸向1.2mm/s;按照設(shè)備振動烈度標(biāo)準(zhǔn)�����,屬于合格狀態(tài)����。溫度45℃(循環(huán)水冷卻),軸承聲音正常�。在二級巡檢的主機(jī)波形采集檢查中,該部位的波形譜卻顯示異常(見圖2)�,波形譜的頻率及幅值對應(yīng)表見表1。
波形譜是采集是某時刻的波形�����,轉(zhuǎn)化成轉(zhuǎn)頻和振幅對應(yīng)坐標(biāo)數(shù)據(jù)圖�����。
因此在避峰停產(chǎn)期間對設(shè)備進(jìn)行詳細(xì)檢查:
(1)對風(fēng)機(jī)內(nèi)部檢查:未發(fā)現(xiàn)進(jìn)風(fēng)口無磨損及間隙變化����、軸彎曲�、葉片損壞��、結(jié)皮積料����。
(2)拆開軸承座檢查:游隙正常、滾動體����、保持架、內(nèi)外套無損壞和松動�。
02 集數(shù)據(jù)進(jìn)行比對分析
風(fēng)機(jī)運(yùn)行過程中各部件參數(shù)理論計(jì)算數(shù)據(jù)見表2~3,分析測量和理論計(jì)算數(shù)據(jù)可知:
(1)滾動體過內(nèi)圈的計(jì)算頻率與測量采集的轉(zhuǎn)頻相差0.6Hz�;同時對應(yīng)振動幅值數(shù)據(jù)中Z高;
(2)滾動體過內(nèi)外圈計(jì)算頻率和滾動體過內(nèi)外圈計(jì)算頻率與測量采集的轉(zhuǎn)頻相差約5Hz左右�,振動幅值是Z大幅值62.5%;
(3)內(nèi)圈旋轉(zhuǎn)計(jì)算頻率與測量采集的轉(zhuǎn)頻相差約4Hz�;振動幅值是Z大幅值50%;
(4)滾動體旋轉(zhuǎn)計(jì)算頻率與測量采集的轉(zhuǎn)頻相差約4.6Hz��;振動幅值是Z大幅值75%����。
由波形譜數(shù)據(jù)結(jié)合現(xiàn)場情況分析,存在一種因素使得滾動體在內(nèi)�����、外套相互運(yùn)轉(zhuǎn)中產(chǎn)生故障振動��。打開軸承座檢查�,排除了內(nèi)、外圈松動和內(nèi)��、外圈滑道損壞情況���。因此這種因素使得軸滾動體過內(nèi)圈轉(zhuǎn)頻產(chǎn)生的固有振動值增大或者被“放大”����。
檢查設(shè)備安裝以來的維修記錄���,該設(shè)備已進(jìn)行過多次檢修和搶修��,進(jìn)行過更換損壞軸承�,更換風(fēng)機(jī)葉輪等項(xiàng)目�,在檢修方法上采取過使用割炬來切割軸承。因此軸表面可能存在一定損傷����,同時因拆裝�、打磨原因��,軸表面局部也會存在尺寸減小情況����。后期檢修拆除軸承時,發(fā)現(xiàn)軸的裝配表面有損傷���,見圖3����。
以上可以看出在軸承內(nèi)套與軸裝配方面:局部保留過渡配合���,局部存在間隙配合��,軸承與軸內(nèi)接觸面已經(jīng)產(chǎn)生了局部“虛��、空”���,且個別區(qū)域出現(xiàn)“點(diǎn)接觸”狀態(tài)。因此會出現(xiàn)以下情況:
(1)軸表面的局部缺陷,可能導(dǎo)致運(yùn)轉(zhuǎn)中軸承內(nèi)套在軸表面“抖動”(即垂直�、水平����、軸向存在微量的位移),在停機(jī)后常規(guī)檢查中又不容易被發(fā)現(xiàn)�。
(2)“虛、空”的部位可能導(dǎo)致“敲鼓”效應(yīng)�����,即滾動體在內(nèi)���、外滾道運(yùn)轉(zhuǎn)中的固有振動值被放大��,通過常規(guī)巡檢的聽�����、摸��、看方式�,難以發(fā)現(xiàn)���。
03 故障處理
3.1軸表面損傷在線修復(fù)方法選擇
(1)電刷鍍修復(fù)���。優(yōu)點(diǎn)是可以實(shí)現(xiàn)在線修復(fù)���,但施工周期較長。電刷鍍工藝其刷鍍涂層受到磨損量的限制�,一般電刷鍍涂層刷鍍厚度<0.2mm。當(dāng)磨損量>0.2mm時�,其刷鍍效率將成倍下降,且刷鍍層過厚時���,使用過程中刷鍍層易脫落����,使用壽命短�。
(2)“福世藍(lán)技術(shù)”修復(fù)。金屬修補(bǔ)劑配合定位模具����,對軸損傷部位修形。優(yōu)點(diǎn)是粘結(jié)強(qiáng)度結(jié)合尺寸配合�����,施工周期較短,適用于搶修���,金屬修補(bǔ)劑強(qiáng)度壽命大約3~4年����。但對軸承裝配部位盡量一次性使用�����,再次更換過程需要重新施工處理���。
(3)脈沖焊接修復(fù)。脈沖電流對鋼片包裹軸表面冷熔焊修復(fù)�,優(yōu)點(diǎn)對軸影響較小,對于軸表面整體接近均勻磨損的修復(fù)效果較好�。
(4)補(bǔ)焊機(jī)加工修復(fù)。補(bǔ)焊(含激光熔敷)���、機(jī)加工修復(fù)是修復(fù)工藝中較好的方式��,其特點(diǎn)是在線修復(fù)精度相對高�����。其缺點(diǎn)是對于小型設(shè)備的修復(fù)比較方便����、實(shí)用,而對風(fēng)機(jī)�、輥壓機(jī)、窯托輪等大型設(shè)備部件拆裝和運(yùn)輸成本較高����,修復(fù)周期較長,大大影響企業(yè)的正常生產(chǎn)�����,增加維修維護(hù)成本��。
(5)更換新部件�����。對于大型軸類磨損問題�����,采用更換的方式不僅成本高�、且拆裝和運(yùn)輸周期長��、綜合成本使企業(yè)難以接受����,一般不予采用�����。
綜合考慮到工期�、成本、維護(hù)等情況�,我們決定選用第四種“在線焊補(bǔ)�、加工”方案。
3.2在線焊補(bǔ)�����、加工準(zhǔn)備階段
(1)將修復(fù)端軸承座解體����,拆卸上下座;先用千斤頂臨時支撐����。
(2)安裝傳動裝置和變頻器���;根據(jù)設(shè)備設(shè)計(jì)負(fù)荷,選用驅(qū)動減速機(jī)(擺線)和傳動鏈條����、鏈輪。
(3)鋼平臺安裝:用10#~12#槽鋼焊接搭建牢固�,調(diào)整安裝支撐裝置(用于安裝CA6140刀架總成);該處剛度如不足將直接影響到加工的各項(xiàng)精度指標(biāo)����。
(4)安裝托輪組:調(diào)整軸水平度接近0.02mm/m,使用框式水平儀分對稱四次測量����;對軸進(jìn)行圓跳動打百分表復(fù)測,跳動值接近0.02mm��。
(5)安裝中拖板��,用百分表檢測調(diào)整����,使得拖板與軸線的垂直度小于0.05mm。用超聲波儀器對軸肩�����、軸徑、表面探測缺陷��,便于下一步分析處理����。
3.3在線焊補(bǔ)、加工實(shí)施階段
(1)焊接工藝��。二氧化碳保護(hù)焊選用D0.5焊絲����,材質(zhì):H08Si2MnA;試件焊接��,調(diào)整匹配電壓�、電流��;匹配流量二氧化碳?xì)怏w���。對焊�����、分段焊�����、慢速焊�;焊道附近用測溫槍測溫度,控制60℃左右�。
(2)加工工藝。焊補(bǔ)后軸冷卻至室溫�����,打磨光滑待加工面�����;粗加工車削后�,用百分表測量軸圓跳動是否合格。(不合格重復(fù)上道工序)��;精加工車削����,表面粗糙度接近6.3級;同時保留出下道磨削工序的余量尺寸����。跟刀架安裝電磨機(jī)�,對軸精加工面進(jìn)行一次磨削����;同時達(dá)到尺寸和粗糙度要求。使用百分表測量圓跳動����,使用螺旋千分尺測量尺寸(多次)。
3.4修復(fù)后驗(yàn)收
修復(fù)后測量軸表面粗糙度為3.2-1.6級���,軸直徑中150.04mm�,開機(jī)后采集波形譜見表5�����。
軸表面修復(fù)以后��,裝配好軸承等部件進(jìn)行空載試車���,振動值在1.2-1.5mm/s范圍,系統(tǒng)生產(chǎn)后采集波形�����,從以上波形譜和表格可以看出振動幅值從2.376mm/s下降到1.657mm/s,其他頻率對應(yīng)的幅值也都有較大幅度下降��。
04 結(jié)語
通過振動頻譜分析�����,可以查找出隱藏在合格數(shù)據(jù)背后的設(shè)備隱患����;根據(jù)自身?xiàng)l件選用適合的維修方法,將設(shè)備隱患徹底處理����。在設(shè)備專業(yè)巡檢工作方面:要不放過設(shè)備狀態(tài)的微小變化;進(jìn)行細(xì)致分析“對癥下藥”解決問題����。
來源:《福建三明南方水泥有限公司》
.png) 快速鏈接:
快速鏈接:
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")





.png) 聯(lián)系我們
聯(lián)系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號
微信公眾號

.png) 手機(jī)客戶端
手機(jī)客戶端
